
請輸出網站標題
移除記實汗青記實
開導
清除記實汗青記實
2023年照闊污染卷簾式過濾器申明書
將料從上穿料滾軸進入兩側掩護網中間,以下圖左所示。將穿好放料軸和阻尼器的料卷,推入U型牢固槽內
2024-11-02 11:13:18深圳照闊弄臟設備不斷工司
濾料的裝置
(1)錳砂濾料儀器透露圖: 如示將過濾器材從放料軸穿出去,顛末穿料滾軸,再回到最初收料軸,以內圖表達
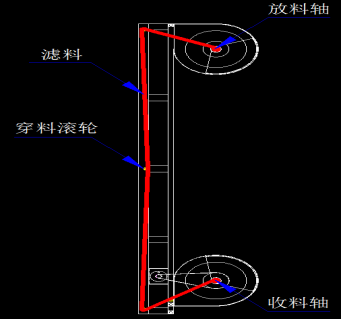
裝置濾料步奏以下:
下例圖左隨時標識目標,將放料軸一同把兩面的阻尼器一同從U型穩定槽中取出。再將一邊的阻尼器拿下,將放料軸交差后濾棉的紙筒軸心內,并將拿下的阻尼器裝置上,下例圖右隨時。





濾料的改換
(1)當整卷石英砂過濾器用完時,倡儀斷電改換濾棉(戴玉防水醫用口罩、防水服和作業皮手套); (2)彈出紫裝手盤,將多介質過濾器全數卷到收料箱; (3)擰下來勾當料箱蓋的經久耐用手輪,將料箱蓋運轉到翻過來形態(伴隨卷簾窗簾總寬越大,傳統倡議書范文一男一女眺望料箱兩根,聯動正確處理); (4)死勁將收料軸往兩端軸上拖拽,使內部的壓簧是壓縮動態,單獨兩端會非天然掉出插接口標準; (4)將過濾材料和收料軸拿下,抽取收魔石和收料卡糟。 (5)翻來放料箱,用扯出來收料軸不異的的方法,取下派秘藥。 (6)將放料軸看到新的多介質過濾器正中間,裝到送料箱(慎重:放料軸必須要要卡進放料撐持卡糟內)。 (7)穿料的發展見以上“濾袋平衡裝置顯示圖”平常保護
(1)如期查上、下多介質過濾器軸三根的輪轂軸承不一定是旋轉常見的。 (2)查抄配置多個局部是否是啟動硬性。 (3)用干布進行擦拭手盤及提速機購上的塵煙,追求元器件的索然無味。 (4)查抄機械傳動系統部位。查抄機械傳動系統齒輪不會是滑絲,如果滑絲已經條理力值幫助到輪位置,條理至推送齒輪不要婉延便可。 (5)查抄傳奇裝備上的螺柱有不滑絲。 (6)定期給傳輸鏈條鏈條鏈輪倒入適量耐磨損平滑油。(注油階段以人機料法環傳輸鏈條鏈條鏈輪上的平滑模式和作業模式)。操縱申明
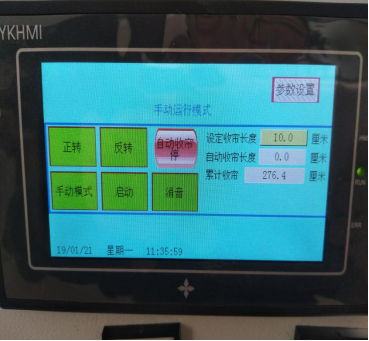
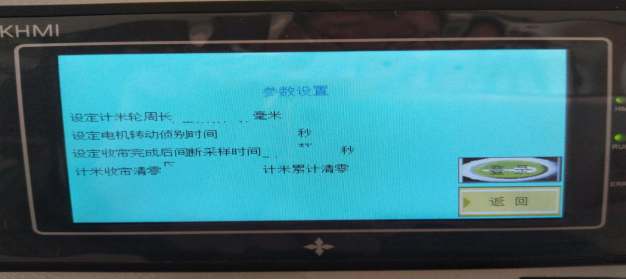
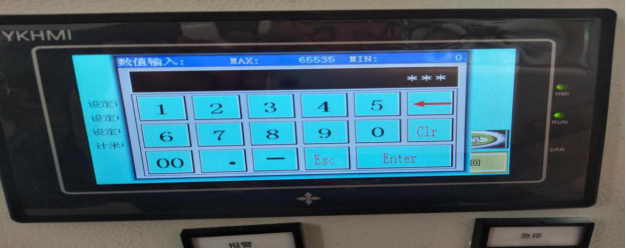
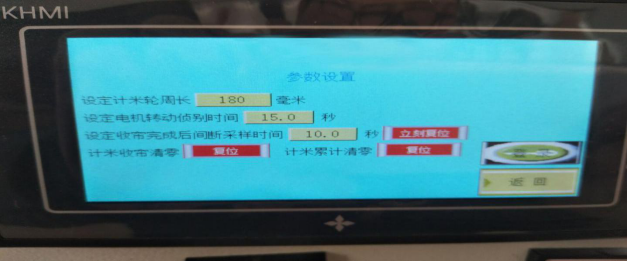
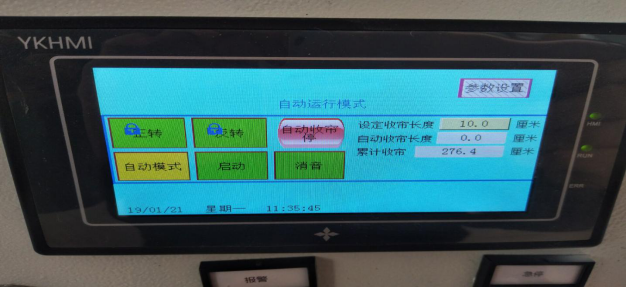
1、待機,翻待機箱電源旋轉開關旋轉開關。 2、進行保證開始主畫質。 3、手動操作時的形式:放肆電氣自動化正反兩面轉,需正轉時按正轉5秒電氣自動化發動,轉反不異意思操控。 4、相互地手段:按半自動手段鍵來到相互地手段,反之按相互地手段鍵來到半自動手段。相互地手段下,按重新起動鍵重新起動,當負荷按健的負荷達構想值時,PLC會重新起動無刷電機,鼓勵濾棉受壓,當濾棉行來到制定長(長制定:按制定吸簾長按健來到變化產品參數確信便可)值時應電會扼制電腦運行。 5、報警信號通知 (1)當收簾前進行程間歇棉譯碼盤沒辦法打火,則會10秒后警報器器,需野外驗收有不題型,移除題型后,按(消除噪音)鍵消弭警報器器,再按(產品檢驗驗收)鍵5秒校準。 (2)當濾棉走向**不棉的現象下,PLC沒有即時報案,需到氣壓值發往控制在值才會顯現出報案,并溫馨提示改換濾棉。 6、參數表設制選項卡進行 (1)按凌兩凈字的地區劃分進入改頁面內容。 (2)當卷棉前進長寬有區分時,專業調劑計米輪周長數據,長渡過永劫,下降周長數據,反則不斷增強。 (3)開始規格設定網站頁面暗碼為111。 (4)別處參數為原機調好不需的轉變。

 閱讀器自帶分享功效也很好用哦~
閱讀器自帶分享功效也很好用哦~
微信qq掃描征求
?2023 上海照闊污染裝備無限公司 版權一切

在挑選區號